Matrix LED packages achieve higher lumens per watt of luminous efficiency. Low temperature eutectic bonding and wire bonding are two critical steps when packaging high brightness matrix LEDs .
In recent years, the application of light-emitting diodes (LEDs) has been growing, and its market coverage is wide. These include automotive lighting applications such as lights, spotlights and headlights, display functions such as backlights and camera flashes, consumer products such as LED display backlights and projection systems, and architectural applications such as architectural lighting and signs. The LED has high brightness, high luminous efficiency and fast response. Incandescent lamps have been replaced in many ways due to their low power consumption, long life, low heat release and the ability to emit colored light.
As the efficiency of LEDs continues to increase, the amount of lumens per watt that is generated continues to increase, and LED lighting becomes more and more practical. For example, in 2003, a fluorescent tube equivalent to 3000 lm required more than 1300 30 lm/W LEDs to achieve comparable results. However, by 2005, the number of LEDs required to obtain the same fluorescent tube illumination effect was reduced by 20 times, only about 50, each LED had a luminous efficiency of 50 lm/W or higher, and the luminous intensity was 60 lm.
There are four links in LED production, or four areas. The first link is called product link 0, which refers to the production device itself. Product link 1 is a first-level package, which refers to the connection of the device to the power supply through chip bonding and wire bonding to form a surface mount package. Product link 2 refers to the secondary package. Put multiple primary packages together to create the light output required for an external signal or outdoor lighting application. Product Link 3 is a system package for the entire system or solution.
The primary LED package includes a single LED and a complex LED matrix package. In a standard LED array, each LED is connected to a substrate electrode that can be processed separately or connected together. Most of this type of package utilizes epoxy adhesive chips. For high-brightness LED applications such as outdoor lighting or rear projection screen illumination, a matrix-structured LED is required. In this configuration, the LEDs are closely aligned in rows and columns to obtain as much light as possible. Figure 1 is an LED matrix diagram that produces a large amount of lumens when working together. The number and alignment of the LEDs requires good thermal conductivity of the die attach material to keep the LEDs as cold as possible.
Matrix LED packages are the basis for many systems in production. They are now popular because this structure can get more lumens per watt of power. However, compared to single-chip packages, matrix LED packages pose significant challenges for chip bonding and wire bonding. High-brightness LED applications require maximum heat transfer to meet performance requirements.
Package high brightness LED
Matrix LED process steps include material preparation, chip pick-and-place, pulse reflow, cleaning, wire bonding, and testing. The following discussion will focus on pulse reflow (low temperature eutectic bonding) and wire bonding steps. An example is a 9 x 8 290 祄 LED matrix using AuSn bonding. The LEDs are electrically connected together in the column direction. The goal is to connect the LEDs to the substrate using metallurgical eutectic interconnects, placing the LEDs as close as possible based on component tolerances (approximately 1 mil of void). Figure 2 shows the 290-inch LED matrix.

Figure 1. Matrix LED
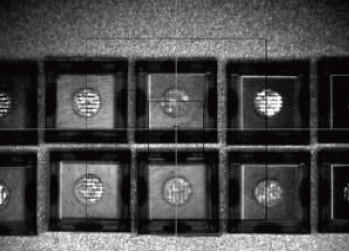
Figure 2. Attaching a 290祄 LED matrix to AuSn before wire bonding
Pulse reflow
The key to the LED packaging process is to avoid holes in the eutectic solder of the diode and its substrate, and the thermal and electrical connections required to produce a stable light transmission are accomplished by solder. The eutectic chip adhesive transfers the enormous thermal energy generated by the diode to maintain the thermal stability of the device. Controlling the eutectic bonding process is the key to achieving high yield and reliability.
Precise eutectic component bonding consists of three points: diode pick-and-place, in-situ reflow of pre- or pre-tinning devices using programmable x, y or z-axis agitation, and programmable pulsed heating or Steady state temperature. To achieve an optimized heat transfer solder interface, the temperature profile of the bonding process must be repeatable with the ability to increase at high temperatures. When the interface temperature rises to the appropriate eutectic temperature, the heating mechanism must be maintained at the set temperature and the temperature overshoot should be as small as possible. After a certain reflow time, the system will control the heating mechanism to cool down, minimize the damage of the diode, so that the eutectic material can reach the metallurgical balance. This balance is achieved by applying both active thermoelectric pulse heating and cooling gas.
LED matrix packages are temperature-sensitive processes that require careful control during the packaging process. In designing the reflow profile of the in-situ eutectic die bonding process, it is desirable to provide a constant melting and non-porous bonding interface - which is necessary for a smooth temperature output of the diode and for maintaining temperature stability during operation of the LED.
This example uses a wire to reinforce the pulsed heat return. During the pulse heating cycle, a rising curve controlled by a servo system causes the temperature to rise from the preheating temperature to the reflow temperature, which is a low temperature overshoot compared to conventional heaters. The repeatability of the temperature profile is critical to the process, allowing for proper eutectic infiltration with minimal voids and no damage to the LED. The required temperature profile depends on the materials used for the substrate, the size of the substrate, and the composition of the solder. The temperature command curve is formed by infiltration using a programmable curve with a single click operation. The system captures the actual temperature profile during wire bonding and has process traceability. The pulsed heating curve control allows the LED matrix to be batch reflowed, reducing overall cycle time and making the high temperature time as short as possible, protecting temperature sensitive LED devices.
Wire bonding
Once the LEDs are bonded, the bonding is done using bond wires. High-density, high-frequency LED matrix formats require LEDs to be interconnected using metal wires. Although there are a variety of wire bonding methods, such as ball and wedge, the test data shows that the chain solder joints using a ball bonder achieve the best results. For standard ball/pin welding, the ball is first formed and the leads are pulled to the pins to form the interconnection of the LEDs. The chain bond is a variant of the ball/pin weld, the pin is not the terminal, and the coil-pin compound is performed on top of it to complete the chain wire bond set. Figure 3 shows the use of a wire bonder for chain welding, setting a ball-line arc - intermediate stitch - line arc - intermediate stitch - line arc. Finally, there is a line arc pin that forms a ball stitch on each terminal pin to ensure connection. This is not a completely new technology, but it is further developed through material selection and software tools. Chain welding results in higher yields because it forms a standard spherical weld that does not necessarily form an airless sphere. In addition, due to the shape of the chain-shaped solder pin, it will have less light occlusion; and the tensile test results also prove that it has better pull strength.
Figure 3. Chain welding with a secure connection
The matrix assembly of LEDs allows for LEDs with greater luminous intensity and higher brightness. This configuration poses a challenge to the package due to the high concentration of heat and the requirement for high frequency wire bond connections. Bonding wires must be placed precisely in areas where the LEDs are dense. This connection has a stable line arc shape. Due to the large thermal disturbance, the connection strength should be strong enough to withstand mechanical shock and stress. Three steps in the packaging process are critical. The first step is to pick and place the chip with a high degree of precision, enabling matrix LED applications within the geometric tolerances of the LEDs. Second, it is necessary to use a pulsed heating control batch eutectic reflow chip bonding process for assembly production, LED protection and better thermal conductivity, as well as low risk, high quality product performance. Third, the chain connection provides excellent array electrical and mechanical connections for all LEDs. Adhere to these packaging processes to achieve high brightness and better heat dissipation for maximum light extraction efficiency.
About the author Dan Evens (email address: info@bonders.com) is a senior scientist at Palomar Technologies. The company's contact details are: 2728 Loker Ave. West, Carlsbad CA 92010-6033, 760/931-3600.
Article from Advanced Packaging October, 2007
ShenZhen Antenk Electronics Co,Ltd , https://www.antenk.com